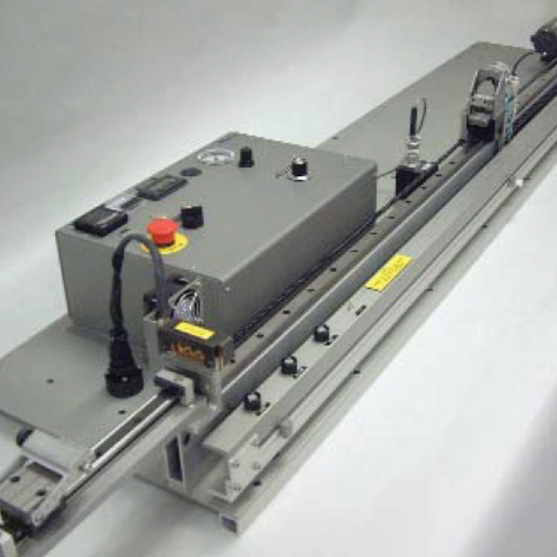
The Extrusion Die Stretching Machine (figure 1) performs hot die draw-down of plastic tubing used in catheter production. Three different models are available, 3×26, 3×68, and 3×80, letting you maximize your workspace based on the tube extrusion requirements. The process enhances material strength and improves O.D. tolerances. The machine can process up to three tubes in parallel. The typical applications include tubing neck down, balloon tubing pre-stretching, and sheathed balloon heat setting on completed catheters. Model EDS-3X26 can also be used to jacket hypotubes and other applications requiring stretching tubes.